[事例]段ボール製造工場|省エネ加湿で製函工程の罫線割れを1%以下に低減、生産性を向上


この事例で使われている
ソリューション・製品
ロール状の原紙を波状の中芯に成形し、その両面にライナー(表面紙・裏面紙)を貼り合わせ、段ボールシートを連続生産する機械です。

コルゲートマシン
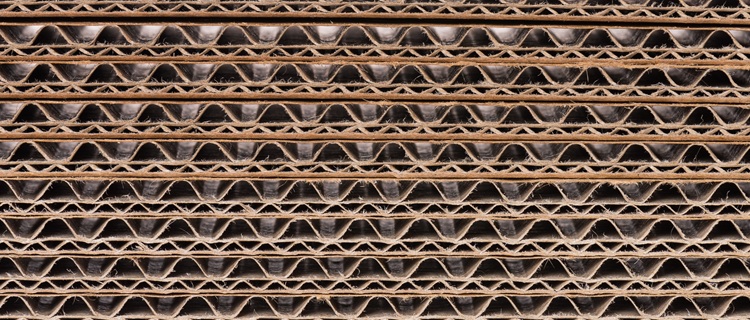
波状の中芯と表・裏ライナーから構成される段ボールシート
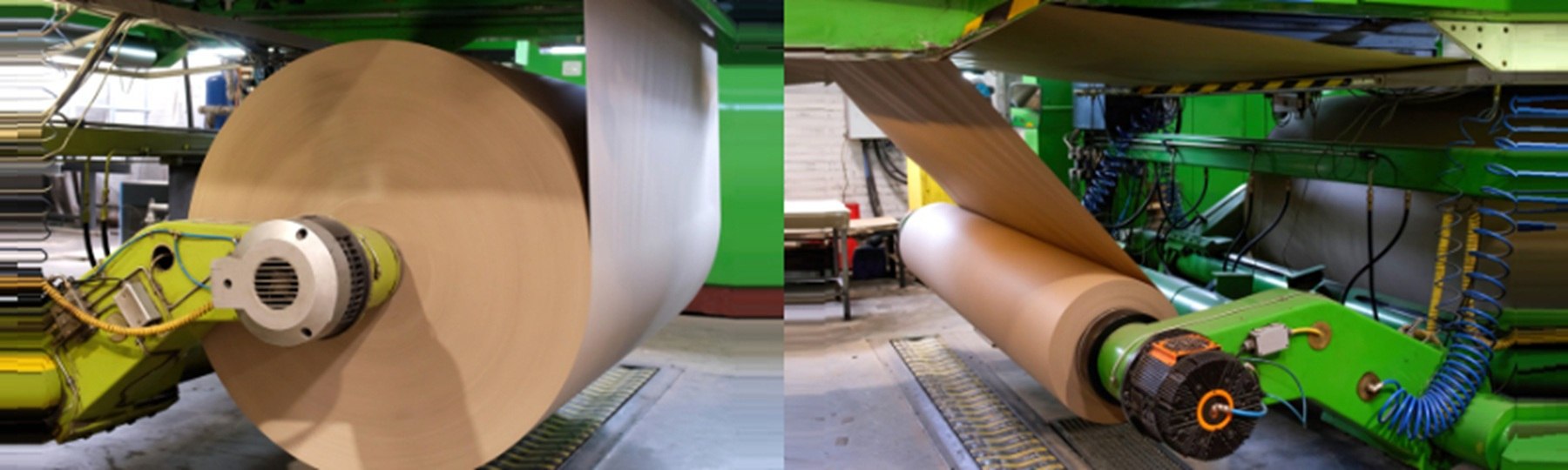
左:コルゲートマシン原紙ロール|右:原紙フィードの様子
ある段ボールシート製造工場では、コルゲートマシン上での原紙調湿用途に、当社の2流体ノズル※をご採用いただいていました。
※2流体ノズル:液体にコンプレッサーエアーを混合して微粒化するノズル。ポンプなどで液体に圧力をかけて噴射する1流体ノズルに比べ、より微細な霧を発生させることができ、少量の水分塗布などの用途に適しています。
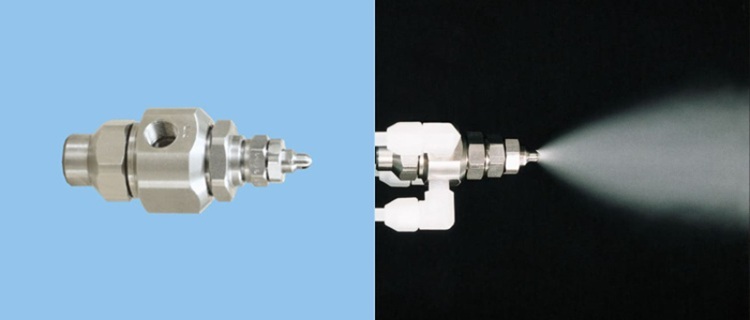
液体にコンプレッサーエアーを混合して微粒化する2流体ノズル
乾燥した環境では、原紙の水分が失われて収縮し、反りが発生しやすくなります。さらに、表ライナー・中芯・裏ライナーそれぞれの水分バランスが崩れると、成形後のシートに上反りや下反りといった不具合が生じやすくなります。お客様の工場でも、こうした不良を抑えるため、貼り合わせ前にスプレーノズルで原紙へ適度な水分を与える調湿を行っておられました。

反りによる製品不良
ところがある日、お客様から「画像検査装置が、調湿後の製品に水滴の付着があることを検出した」との連絡がありました。担当営業が現場で状況を確認したところ、噴霧時に舞い上がった霧が上部配管に付着し、そこで生じた結露が水滴となってシート表面に落下していることが原因と判明しました。

霧が過度に微粒化され、舞い上がっている
この状況から、コンプレッサーエアーの供給圧力が高すぎるため、霧が過度に微粒化して舞い上がっていると判断。そこで、エアー圧を適正な範囲まで下げる一方、液圧はやや高めに設定するようご提案しました。

エアー圧を適正な範囲まで下げる一方、液圧はやや高めに設定するよう提案
また、ノズルについてもエアー消費量の少ない型番をお勧めし、エアー圧を下げても噴霧流量を大きく変えずに調整できる点をご説明。検証のため、推奨型番で設置いただくことになりました。
圧力条件の調整とノズル型番の変更により、段ボールシートへの水滴の落下は解消されました。その後も、シートの反りを抑えるための安定した調湿工程が維持されています。

本事例が貢献・関連するSDGs目標です。