[事例]自動車部品鋳造工場|微細ミストで鋳物砂の舞い上がりと飛散を抑制|安全で快適な労働環境へ

この事例で使われている
ソリューション・製品
既設ノズルとの性能比較検証を実施し、効果を確認できたこと。
本事例では、当社製2流体スプレーノズルを導入いただき、離型剤塗布工程の課題を解決された自動車部品工場様の取り組みを紹介します。
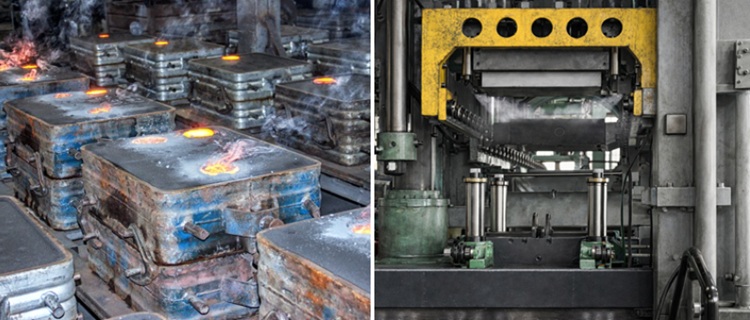
同工場では、自動車の足回り部品などを製造する際、鋳物砂でつくった型に溶融した鋳鉄を流し込む「砂型鋳造法」を採用していました。

「砂型鋳造法」で製造された足回り部品

砂型鋳造法:砂型に溶融した鋳鉄を流し込んで鋳造する
この砂型をつくる工程が「造型」であり、その工程を担う設備が「造型機」です。造型機上で、製品形状のもととなるパターン(模型)を取り付けたパターンプレートを鋳枠で囲み、その中に砂を充填して押し固めることで上型と下型をそれぞれ成形し、両者を組み合わせて一体の砂型をつくります。

左:鋳砂に押し当てて型を成形するパターンプレート|右:パターンプレートで成形された砂型の下半分
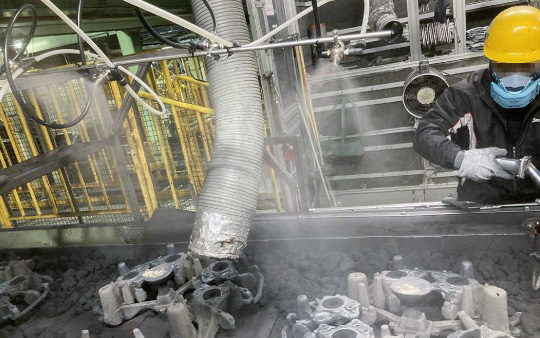
このお客様の造型工程では、造型機にパターンプレートをセットした後、鋳枠に砂を充填する前に、装置に取り付けられた他社製スプレーガンでプレート表面4か所に離型剤を塗布していました。これは、成型後に砂型を破損させることなく、パターンプレートから取り外しやすくするためです。
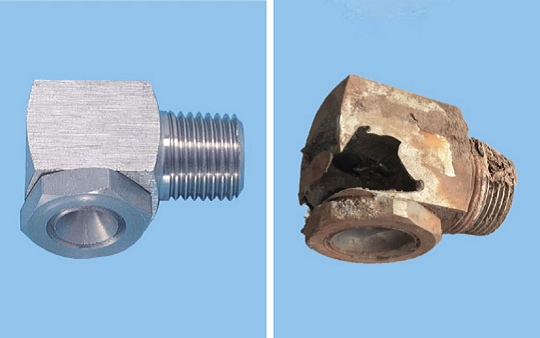
しかし、造型に用いる鋳物砂が造型機の周辺に浮遊し、ノズル内部へ侵入することで、先端部の摩耗や噴孔内部への砂の付着による目詰まり、液だれなどが発生していました。その結果、離型剤を正常に噴霧できなくなり、砂型の成形不良につながることもあったそうです。

さらに、ノズルを造型機から取り外して行うメンテナンスは週1回以上に増え、現場の負担になっていました。加えて、メンテナンス中に使用する予備ノズルの購入回数も増え、コスト負担も拡大していたのです。
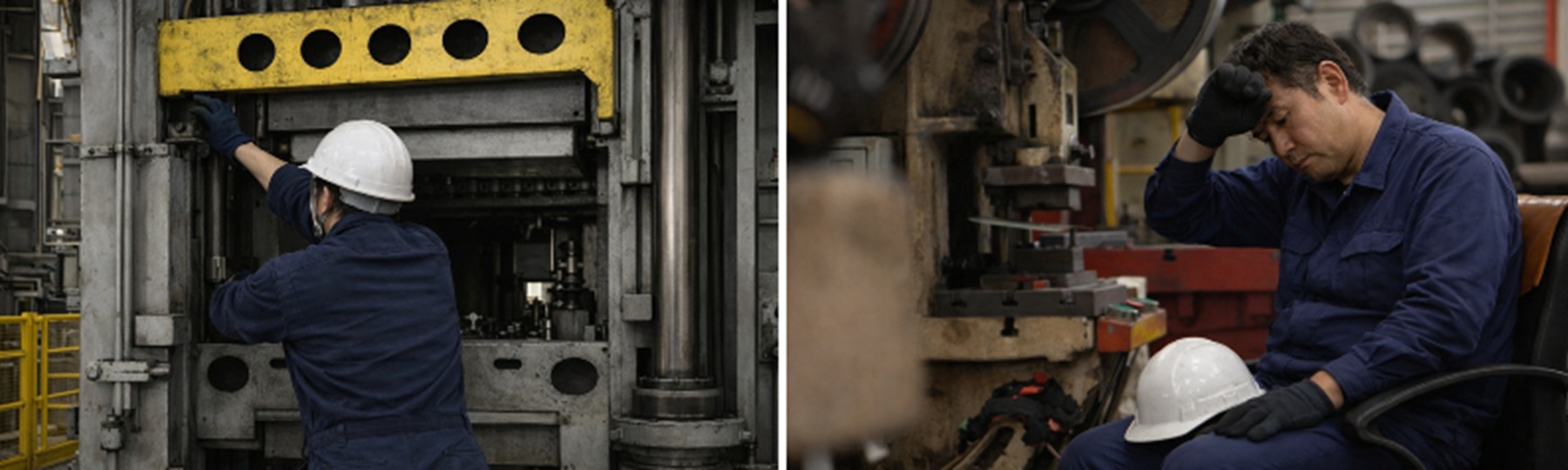
ノズルの取り外しとメンテナンス頻度の増加が現場の負担に
まず、離型剤液にコンプレッサーエアーを混合し、微細な霧にして広い扇状に噴射できる2流体ノズル「BIMVシリーズ」を選定。現場でお客様立ち会いのもと、既設ノズルとの比較検証を実施しました。
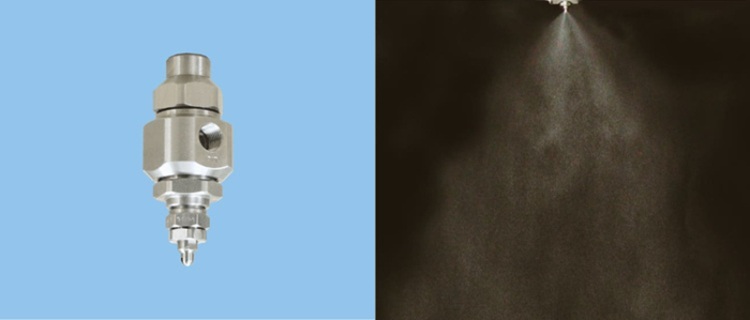
BIMVノズルとその噴霧パターン
その結果、エアーの作用によって粒子径が小さくなり、飛距離が伸びることで、より広い範囲へ安定して均一に塗布できることを確認しました。
さらに、BIMVにノズル内部への鋳物砂の侵入を防ぐ部品を組み合わせ、噴霧不良の抑制もご提案しました。
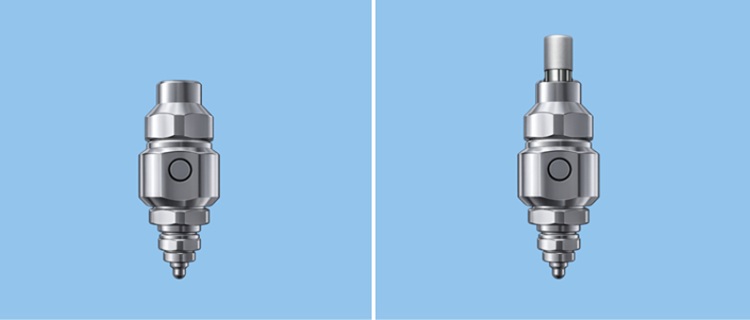
左:標準品|右:鋳砂侵入防止部品付き

BIMVシリーズの導入により、噴霧不良が抑えられて離型剤塗布が安定し、メンテナンス負荷の低減にもつながりました。具体的な効果は以下の通りです。
BIMVシリーズへ切り替えてから5年が経過した現在も、順調にご使用いただいています。
本事例が貢献・関連するSDGs目標です。